| 品牌:瑞屹 | 材质:12Cr1MoVG | 管厚:6mmmm |
| 特殊功能:耐高压 | 直径:219 | 产地:河北省沧州 |
| 型号:DN200 | 重量:28kgkg | 执行标准:GD2000 |
| 壁厚:6 | 等级:一级 | 产品规格:DN200 |
| 产品特性:耐高压 |
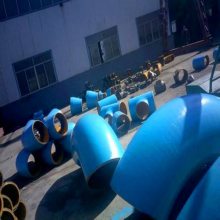
GD0219弯头GD0219热压弯头GD0219管件,GD0219热压弯头属于弯头的一种,***度为15-180度,一般为45度热压弯头、90度热压弯头、180度热压弯头、60度热压弯头。热压弯头是用来在碳钢管道上连接两种相同规格管道的管道,用作15-180度弯头。热压弯头分为长弯头、短弯头,即1.5D弯头和1D弯头。根据用户需求定制不同倍率的弯头。GD0219热压弯头可与无缝钢管电焊,可与其他管件连接。热压弯头分为碳钢、不锈钢和合金钢。
GD0219弯头的成型过程采用弯头成型机,将管材放入外国模型中,左右模型后,在摆杆的促进下,管材沿着芯模型和外国模型埋入的间隙健身运动结束成型的全过程。采用内外模热锻加工技术生产的弯头外观设计美观,壁厚均匀,规格误差小,因此不锈钢板弯头,特别是厚壁不锈钢板弯头成形多采用该加工技术生产。这种加工工艺使用的内外模具精度标准高,管材厚度误差的规定也非常严格。热压无缝弯管成型工艺外形美观大方,壁厚对称连续,适合批量生产,成为碳钢和合金钢弯管的主要成型,也用于一些规格型号的高压无缝拼接弯管的成型。成型过程中的加热包括高频或高频电磁感应加热(电热圈可以是单圈或单圈)、火焰加热和铸造电炉加热。选择哪种加热取决于成型产品的标准和资源状况。冲压模具成型冲压模具成型弯期应用于大批量生产高压无缝拼接弯管的成型加工工艺,在普通规格型号的弯管生产制造中已被热揉法或其它成型加工工艺所取代,但在某些规格型号的弯管中,由于其制造总数较少,壁厚过厚或过薄。冲模弯头的加工工艺主要是电焊一个截面为矩形的多凌环壳或两侧封闭的多凌扇壳,内部冲满工作压力物质后,施加气压,在内压的实际效果下,截面由不规则的图形逐渐变为圆形,变为圆形环壳。热压弯头适合连续生产,生产速度快,可制造不同规格型号的弯头,是目前弯头成形方式中产品成本低的成形方式,应用于弯头制造。但是,在成型碳钢弯头时,对内部水牛角芯轴有较高的红硬性要求,弯头成型时必须调节加热温度。采用热推加工工艺推制的弯头外观美观大方,成型,壁厚均匀,特别适合大批量生产制造。因此, 在成型合金钢、不锈钢板及其碳钢弯头时,一般采用热推加工工艺。